|
|
|
|
|
|
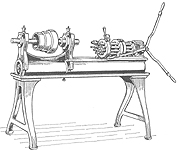
■工作機械の歴史は旋盤から始まると云われていますが、当コレクションのうちで最も古いものは、17世紀の木工旋盤です(A011)。この旋盤にははずみ車が付いていないことから、加工物あるいは主軸にひもを巻きつけて、ひもの一端を竿に、もう一端を踏み台に結びつけて駆動させる、ポール旋盤と呼ばれる、原始的な方法がとられていたと考えられます。 |
|


|
|
|
■ ルネサンスの巨匠、レオナルド・ダ・ビンチの描いた1500年頃の数多くのスケッチには、旋盤やネジ切り旋盤、中ぐり盤や内面研削盤などのアイデアが数多く示されています。けれどもこれらの優れたアイデアは、その後2世紀以上にわたって、実際の製造工場で活かされることはなかったと云われています。例えば旋盤のスケッチには足踏みの機構が描かれていますが、この機構ひとつをとっても直接には継承されませんでした。当コレクションの17世紀後半に作られた2台の木工旋盤(A023、A026)は、実際に製作された初期の足踏み旋盤と思われます。 |
|


|
|
|
■ルネサンスに続くバロック時代では、時計を中心とした小型の精密工作と装飾品加工の分野において発展が見られました。13世紀末にイタリアで生まれた機械時計は、フランス、イギリスと伝わっていきました。王侯貴族しか持てなかった時計は、技術の進歩とともに小型になり、値段も安くなったことで、市民の手許に届くようになりました。その後、時計工業の中心はスイスに移り、さらにアメリカに移っていきました。当コレクションには、1880年代にアメリカで時計製造に使われた卓上旋盤があります(A164)。アメリカでは互換性のある部品による大量生産によって、時計工業を含めた数多くの分野で、安価で高い品質の工業製品を生み出していました。 |
|

|
|
|
■金属加工がそれまでの時計工業などの小型の製品から、大型の製品に広がっていったきっかけは大砲をはじめとした兵器産業の分野でした。1769年にワットが改良を加えた蒸気機関のシリンダーの製造には、大砲用の中ぐり盤の技術が活かされていました。当コレクションの横中ぐり盤は、19世紀後半に、砲身の穴や蒸気シリンダーの内径加工に利用されたものと思われます(A016)。 |
|

|
|
|
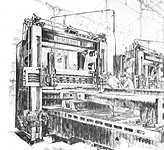
■機械加工の基本は、旋削加工と平面加工です。イギリスにおいてワットの蒸気機関で旋削加工がひとつの到達点に達したところで、今度は広く平らな平面が求められるようになり、1810年代に平削り盤が登場しました。当コレクションの1848年製の平削り盤は、当時世界中で最も知名度の高かったホイットワースの工場で作られた可能性のあるものです(A099)。平削り盤とよく似た機械に、形削り盤と立削り盤があります。どちらも平削り盤にやや遅れて登場してきました。当コレクションの1850年製の手動形削り盤(A106)は、当時多くの工場で使われた小型形削り盤をもとに設計されたものと思われ、初期の形削り盤の構造がよくわかります。 |
|



|
|
|
■1783年にイギリスから独立したアメリカはわずかの期間に技術力を高め、19世紀後半には産業革命の先輩であるイギリスを追い抜いていきました。当コレクションの1840年製の普通旋盤(A142)は、アメリカで製作された初期のものです。アメリカの産業の発祥地であるニューイングランド地域で、織物工場の設備部門で作られたものと思われます。こうした工場の設備部門がやがて工作機械の専門工場となっていきました。 |
|

|
|
|
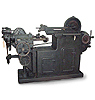
■織物産業に並んでアメリカの産業の発展に重要な役割を果たしたのが、兵器産業でした。イギリスで大砲を作るために中ぐり盤が発達したように、アメリカではマスケット銃やライフルといった小火器を大量に生産するために、フライス盤が発達しました。広い大陸でインディアンと戦っていくためには、大砲ではなく小型の銃をたくさん持つことが必要だったのです。フライス盤は、小さな部品を互換性を持てるように十分な精度で仕上げるために1800年代にその原型が登場しました。1840年代に開発されたベッド型の横フライス盤は、従来のものに比べて全体的にコンパクトでかつ頑丈な作りであったために、多くの工場で使われました。特に南北戦争(1861-1865)の間に多数生産され、その後はヨーロッパにも輸出されました。当コレクションでもこのタイプの横フライス盤(A125、A084、A168)およびこれから進化した横中ぐり盤(A167)があります。 |
|



|
|
|
■さらに1860年代には、より自由度の高い、ひざ型の万能フライス盤が登場しました。こちらも非常に多くの工場で、兵器産業だけでなく幅広い産業で使われました。 |
|


|
|
|
■アメリカでは旋盤も、互換性部品を大量生産するためにさまざまな改良が行われました。1840年代に開発されたタレット旋盤は、1つの工作物に連続加工ができるために、非常に能率が上がりました。当コレクションには、19世紀後半の初期のもの(A035)と、NC工作機械が普及する直前まで使われていた1930年代のもの(A024)があります。 |
|


|
|
|
■タレット旋盤からさらに進化したのが1870年代に登場した自動旋盤です。いくつかの工程を必要とする部品の生産を自動化できるため、主にネジの加工において発達しました。一連の工程を自動化したのは、カムメカニズムでした。 |
|



|
|
|
■精密研削盤の祖先に当たる原始的な研磨機は、旋盤に用いる切削工具を研磨する必要から、旋盤と同じくらい古い歴史があると考えられています。 |
|


|
|
|
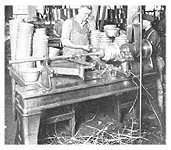
■さらに生産性の高い重切削用円筒研削盤が1900年代に登場しました。精度の高い加工を大量にこなすことができるようになったことで、当時急速に発達を始めた自動車産業に使われるようになり、T型フォードに代表される大衆自動車が登場するようになりました。このノートン社製の重切削用円筒研削盤も当コレクションにあります(A012)。 |
|

|
|
|
■自動車のシリンダーは、それまでの蒸気機関などの大口径のシリンダーに比べて肉薄で内面を研削することは非常に困難な問題でした。 |
|


|
|
|
■歯車の製造も、大切な工作機械の技術です。金属同士が噛み合うようになり、回転数が上がるにつれ、幾何学的な理論に裏付けされた、より精度の高い歯車が求められるようになってきました。ギアシェーパーと呼ばれる形削り盤をもとにした歯切り盤も、ホブという切削工具を用いるホブ盤も、基本的な構造は難しくはありませんが、機械そのものにも、また切削工具にも高い精度が要求されるため、精密研削盤が登場した1870年代以降になって、急速に発達しました。 |
|

|
|
|
■アメリカが中心となって大量生産の技術が発達していった一方スイスでは、超精密科学測定器のメーカー、ソシエテ・ジュヌヴァーズ社(通称:SIP社)が、精度の高いジグ中ぐり盤を開発しました。 |
|


|
|
|
■20世紀の工作機械の一番の特徴は、油圧や空気圧や電気電子装置による制御が急速に広がったことでした。1853年の黒船来航以来、欧米に習いながら技術を高めてきた日本は、1960年代後半からNC工作機械の時代が到来するとともに、世界第1位のシェアを占めるまでに成長しました。現在の工業製品に支えられたわたしたちの生活は、こうした歴史の上に成り立っているものと言えます。 |
|
|